Titan1のポテンシャル! 横XY方向&高さZ方向の高解像度出力!

XY(横方向解像度)26μmで出力!
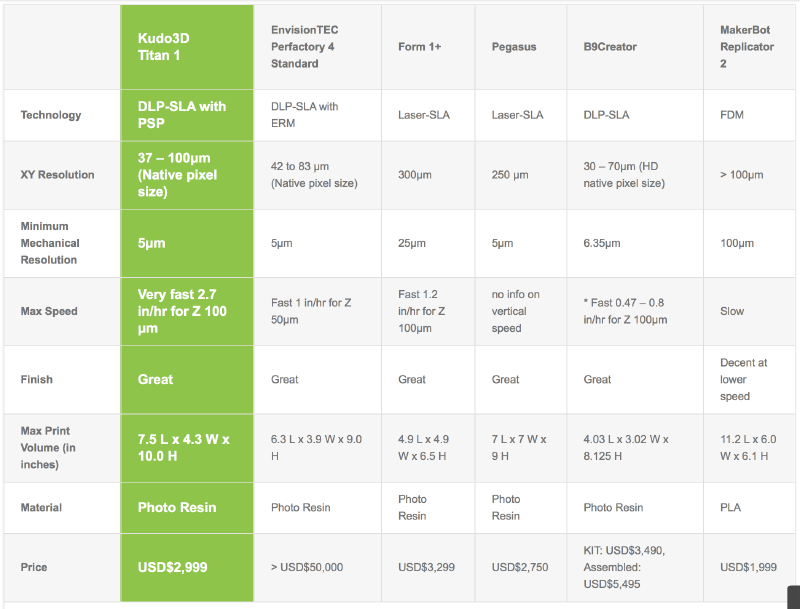
改善されたForm1プラスでも横方向の解像度は300μmが最小という事ですが、これが
Kudo3Dが説明するForm1でキャストモデルが製作出来ないという根拠の部分の様です。
Titan1は標準ではXY(横方向解像度)37μmが最小ですが、
プロジェクターのレンズ調整で横方向解像度26μmのプリントが可能です。
ちなみにZ解像度最小は5μmまで可能の様ですが試していません。
写真はZ(高さ方向解像度):25um(0.025mm)での出力です。
出力時間について
Z(高さ方向解像度)100μmの出力は2時間ほどで出力出来ますが、Z25μmのこのリングで5時間13分でした。これでも十分に速いです。Titan1は1層ごとにDLPプロジェクターで固めていく方法でZ方向の解像度が4倍になる=出力時間も4倍になる計算です。ハイスピードなのですが(速いとされるFDMのUltimaker2のZ解像度100μmプリントに5時間ほどですがTitan1は2時間以内です。)1層の高さを25μmで積み上げていくと、高さ3.2cmのモデルでも1280層(レイヤー)分必要になります。(100μmだと320層で済む)1層平均14秒として1280層で約5.1時間です。他機種と比べどうかということになりますが、Form1はもともとXY300μmですので単純比較は出来ませんが、線レーザーで点をつなぎ線で固めていきますのでXY解像度が大きくなるとレーザーのトレースする時間にもろ影響します。XYとZ解像度に影響して出力時間が大きくのびるのがForm1の方式です。変わってTitan1はXYはほとんど関係ありません。1層ごとに一気に硬化させます。なので同時に複数モデルを並べて出力しても速さが大して変わりません。今回出力したリングを数個並べて出力しても1個と変わらない時間で出力出来ます。
修正:前回高さ2cmとしておりましたが、今回のリング(サポート含め)は高さ3.2cmです。出力時間は5時間13分でした。(1280層)
下写真の様に一気に出力でき、出力時間に大きく影響することはありません。

上写真はKudo3Dホームページで紹介されている出力例です。
Titan1は並べて一気に出力出来ます。
出力時間は、1個だけ出力する時と比べて極端に遅くなることはありません。
(硬化時間の調整が不必要な場合。硬化時間を延ばす必要がない場合)
これは面ごとに一気に硬化させるDLP-SLA方式の利点です。
また、高解像度の場合、最大出力サイズが小さくなります。
ですので37μmや26μmの高解像度で出力する場合は上記写真くらいの大きさが最大になります。
これは付属するAcerのDLPプロジェクターの性能が1920ドット×1080ドットが最大だからです。
Titan1は投射面を近づけて小さくすれば高解像度 = 出力サイズが小さくなる。
投射面を離し、大きく投射すれば低解像度 = 出力サイズが大きくなる。
ちなみに横解像度26μmで出力できるサイズは
横:1920 × 0.026=50mm 縦:1080×0.026=28mmになります。
ピクセルサイズそのまま。これがXY解像度がネイティブたる所以です。
その他、もちろんZ解像度は出力サイズには影響しません。
DLPプロジェクターを変更することでさらなる精度アップの余地を残します。
Titan1は自分でも少しずつカスタマイズが可能な自作PCみたいな3Dプリンターです。
ネイティブXY26μmの出力はTitan1のみです。
Titan1のレンズ調整について近日アップ予定です。
Kudo3Dへ質問したところ、Titan1の調整の為の的確なアドバイスを頂くことが出来ました。
現在、26μm(横方向解像度)の出力に失敗していたのがウソの様に、もう失敗することがないほど調整出来ています。
大きなポイントは、DLPプロジェクターの出力調整をパソコン側のビデオボードで行う事です。
従って、調整機能があるビデオボード搭載のパソコンでないと26μmは厳しいです。
標準では光が強すぎて余計なところまで固まり、出力失敗につながります。
また、今回の調整は、全体的なパフォーマンスアップにも影響します。
100μmでは精度と共にスピードアップも可能になりました。
DLPプロジェクターの余分な光を取り除き
固めたい部分の光を強める事が出来た為です。
1面を硬化させる時間を短く出来るため、スピードアップにつながります。
また、消耗品のレジンコンテナの劣化を防ぐことが出来ます。
レジンコンテナの床に余分なレジン硬化(こびりつく様な)が
全く無くなった為です。
出力失敗はハード的な部分は拭われましたので、
今後は出力時の設定だけ注意すればよさそうです。
現在は26μmでの出力に取り組んでおり、最小でどこまで出せるのかを順番に試しています。
また、今後ホームページへアップしていきます。
レンズ調整方法についてもまた掲載していきます。
今回仕様したレジンですが、500ml 190ドルのキャスタブルレジンです。
高解像度用レジンでメーカー紹介では鋳造に直接使用出来る目的の物です。
ちなみに
●緑色 キャスタブルレジン(XY解像度(横方向解像度)25μm〜50μm)
●茶色 SPOT-HT(XY解像度(横方向解像度)37μm〜75μm)
今回購入してませんが、3DM ABSは気になります。
通常硬化しても弱いのがレジンですが、このレジンはABSライクという事です。
ちなみにForm1の専用レジンは上記キャスタブルレジンと同等の価格です。
Titan1は下記のリンク先の様に目的に応じて安価なレジンを選ぶ事が出来ます。
Kudo3D レジン販売ページ
Kudo3D キャスタブルレジンのページ

コントラストの違いによる出力比較

コントラスト100%
この精度はすごいです。

コントラスト100%

100円玉と比較。

Kudo3Dより出力例です。
こちらにリンクを貼っておきます。Kudo3Dギャラリー

写真がキャスタブルレジンです。

カバーをすると動作音が静かになります。
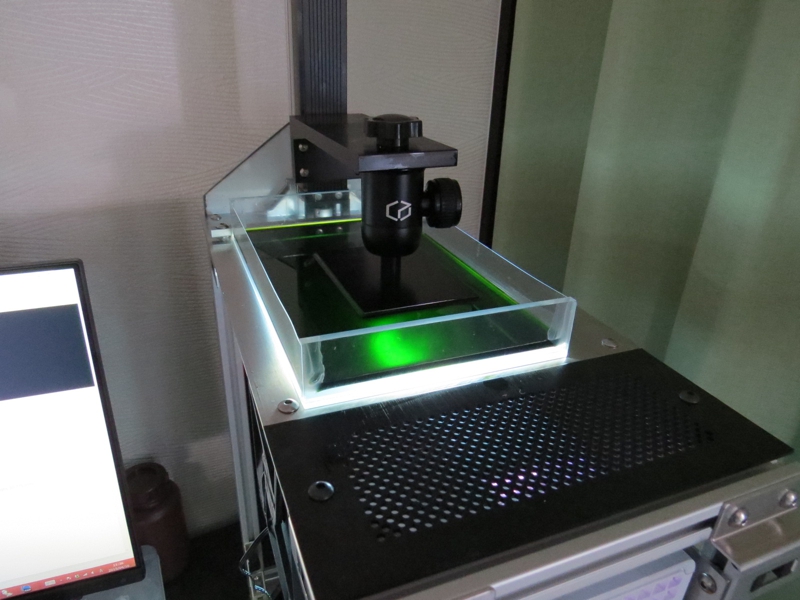
キャスタブルレジンはSPOT-HTと比べさらさらな油みたいです。
灯油っぽいニオイでちょっとくさいです。
使用しなかったレジンは容器に戻せますので
実際に使用するレジンは毎回少なく、これ一本は500mlと少ないですが
それなりに長く使用できそうです。
Titan1は中空モデルもプリントしますので、モデルの中を空洞にして
レジンを節約する事もできます。それはMeshremesherという無料ソフトを使用します。
今後、出力手順をアップします。