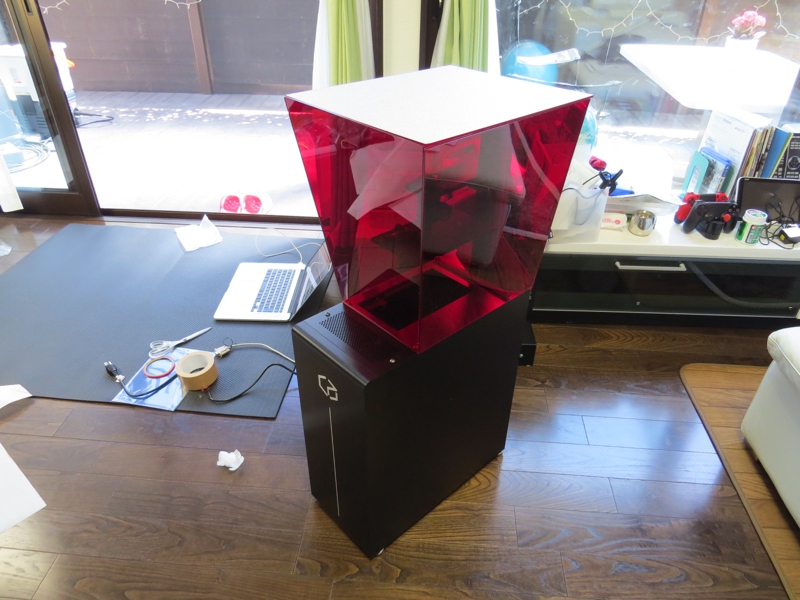
とうとうTitan1がやってきた!

まずはZ:100um(積層厚さ0.1mm , XY0.037mm)
で出力してみました。

初めてのまともに出てきた1作目。
かなりすごいです。気色悪い出来です。

積層100μmでもこの精度。今後にさらなる夢が広がります。
しかも中空で空洞のモデルなのでレジンの節約になります。

100μmでプラモデルのカイに乗るナウシカのカイを3Dスキャンしたものを小さくして出力しました。
今後さらに精度を上げていきます。

また試す予定ですが、出力精度はDLPプロジェクターのピント性能に左右されます。
写真のカイはZ方向100ミクロンXY37ミクロンで出力していますがXYの精度はピントが甘かった為にちょっと潰れ気味です。
今後はZ50ミクロン(0.05mm)と正確なピント合わせでもっと高精度に出せると思います。

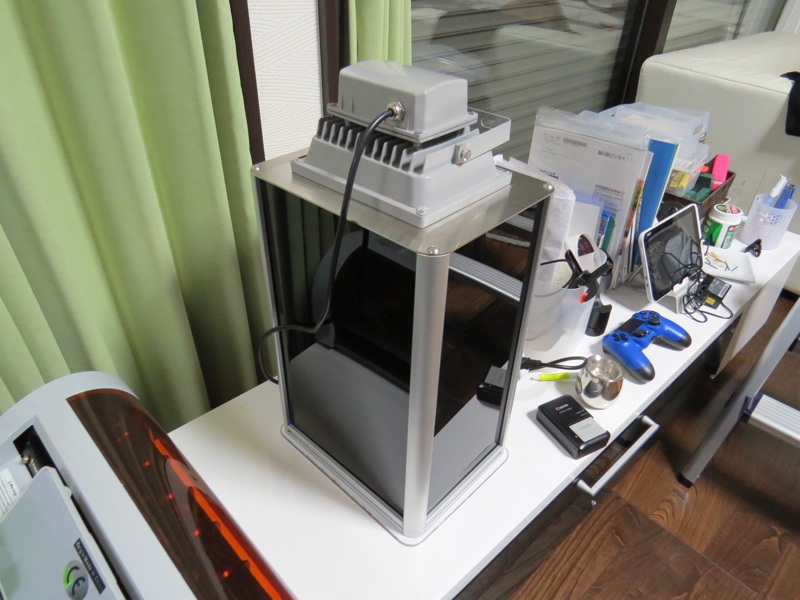
やっと手に入れました。Titan1です。これは組み立て前の写真ですが、説明書など全く入っておらず大変でした。なので、もしこれから購入される方の為に組み立て方から残しておきたいと思います。
右上:本体 右下:プロジェクター 左:UVランプ その他:レジンコンテナ、レジン3種
米国の3DプリンタベンチャKudo3DのSLA3Dプリンタ「Kudo Titan1」プロジェクトがクラウドファウンディングサイトKickstarterの目標額5万ドルに対し、調達開始から20日で10倍近い約47万ドルを調達し、成功をおさめてます。
発売は2014年12月より発送開始。
Titan1の概要
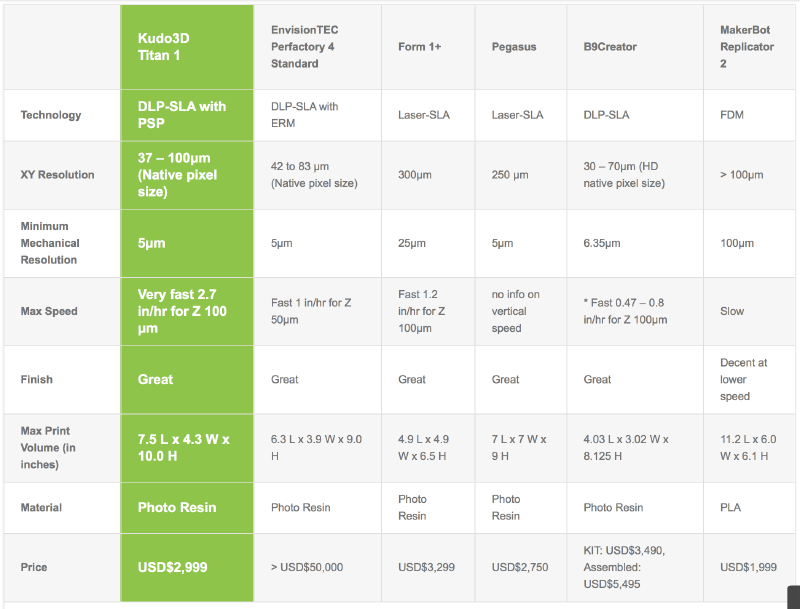
●Technology
投影方式の事です。DLP-SLAはDLPプロジェクターで投影するやり方で、1層を面で一気に硬化させます。
レーザーSLAはレーザー照射した部分から、点で硬化させます。なので理論的にはDLPプロジェクターが優位です。
ただ、Form1の様な透明に近い素材はTitan1では固めるのが困難な為、Titan1のレジンでの推奨色は白以外で茶系に近い物になっています。
●XY解像度
名の通り、横方向の解像度です。Titan1の解像度の変更の際にはプロジェクターを上げ下げします。これは1980×1080ピクセルで投影するプロジェクターの性能に依存している為で、1ピクセルの大きさを拡大縮小して調整します。解像度が変わると印刷サイズが変わるのはこのためです。
●Minimum Mechanical Resolution
機械的なZ方向の解像度です。機械的に出来るというだけで実用的かどうかはわかりません。
●Max Speed
出力の最大速度です。面で硬化させていくため、圧倒的にTitan1が速いです。
●Finish
出力物の評価
●Max Print Volume
最大造形速度はTitan1が大きいですが、この大きさはZ方向100μmの時です。37μm時は比例して小さくなります。
●Material
素材は紫外線で固まるレジンです。
●Price
全てUSドル時の価格です。ちなみにTitan1の場合、その他、送料190USD、関税12,000円ほどかかります。
Titan1買って使ってみてわかったこと
説明書が一切入っていない
全てホームページのサポートから。
Titan1には取扱説明書が入っていませんでした。組み立てるにはホームページのサポートだけでは足りないと思います。製作の方法はまた別ページでまとめます。
Kudo3Dサーポートページ

Titan1の購入費
本体299ドルのはずなのに円安で約40万円。その他20万円ほど。
個人輸入は初めての事で、Kudo3Dのストアにて購入後、PayPalで支払いました。(送料込みで3,189USドル1ドル120円換算で約39万円)その他関税で12000円ほど。内訳は消費税、地方消費税でプロジェクターに対する関税でした。円安という事もあり昨年2014年は1ドル100円だったのが今(2015年3月)は120円ですので単純に20%も上がってます。なので去年だと30万円の本体は今年は36万円。送料や関税も合わせると本体で約40万円。レジン(いろいろ)やUVランプやビルドプラットホーム(出力したモデルがくっつく為の上の板部分)、レジンコンテナ(レジンを満たすプールで消耗品)等で送料を合わせ約20万円。その他IPAなどの薬品等も必要で、結構かかってます。
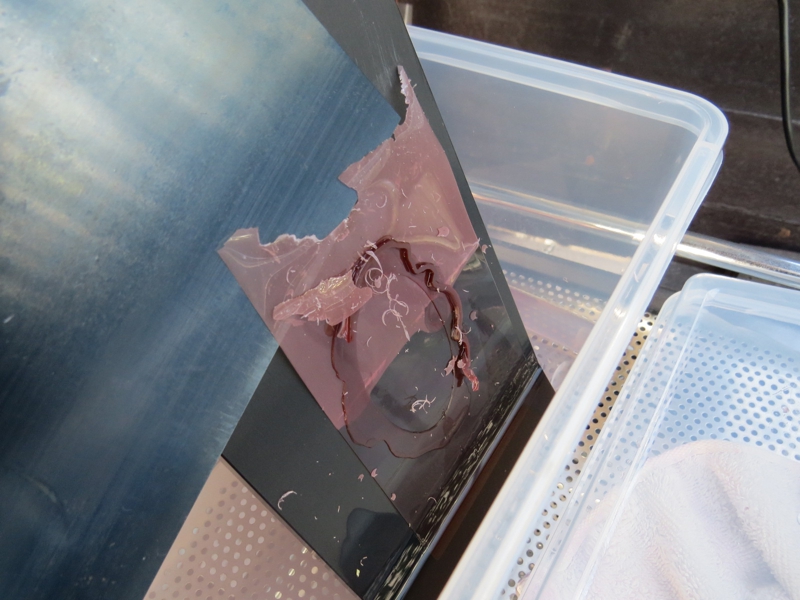
やっぱりIPAが必要
ゴム手袋、換気必須。IPAで出力モデルの洗浄
 Form1でもそうですが、出力したモデルを漬けるのにIPA(イソプロピルアルコール) 純度99%以上が必要です。(Amazonで購入)工具などレジンで汚れたらウェットティッシュ等で拭き取れば大丈夫です。
Form1でもそうですが、出力したモデルを漬けるのにIPA(イソプロピルアルコール) 純度99%以上が必要です。(Amazonで購入)工具などレジンで汚れたらウェットティッシュ等で拭き取れば大丈夫です。
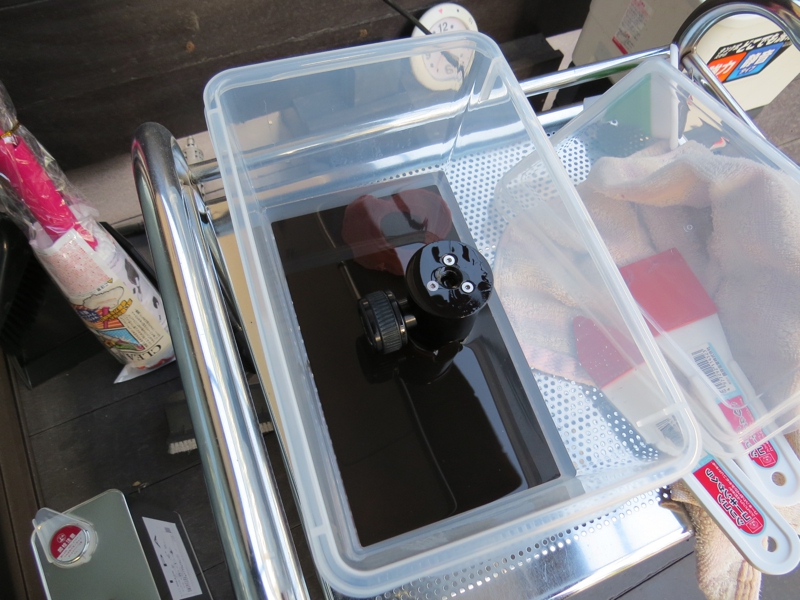
ビルドプラットホームをIPAに漬けているところです。
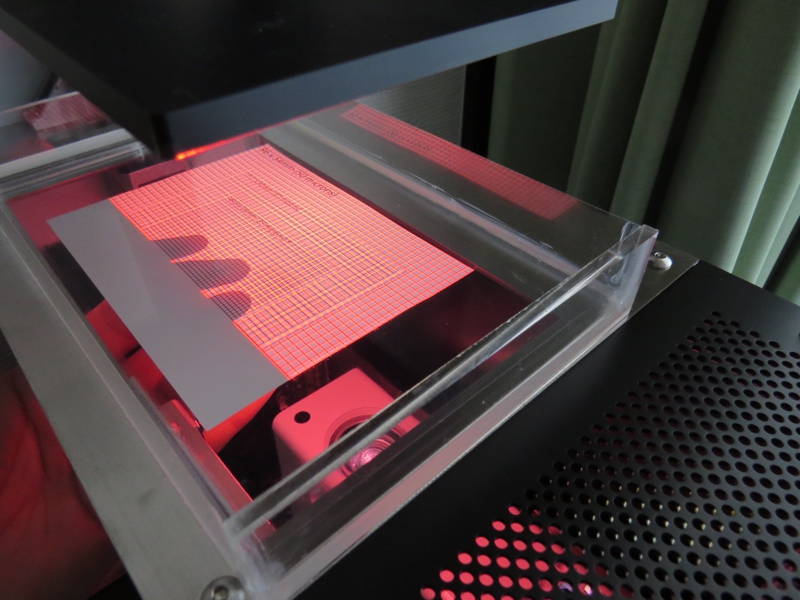
速い!秘密はDLP-SLAという仕組み
面として投影。その為点のフォームワンと比べて段違いの速さ
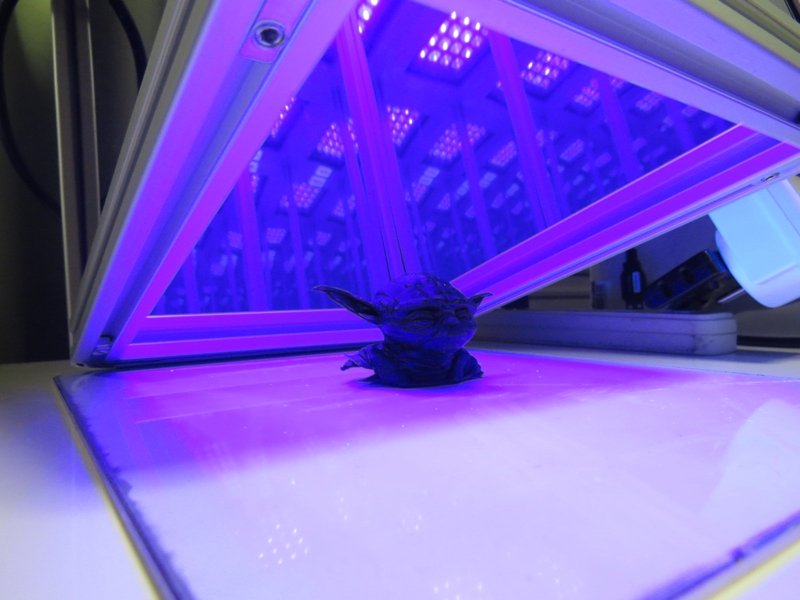
Form1のレーザー式SLAはレーザーで点(線)としてFDM方式の様に順に固めていく方式で、例えば16時間ほどかかるものがTitan1はスライスした1層を面として固めていく方式で2から4時間で出力出来ます。簡単に言えば点と面の違いです。ですのでFDM(熱融解積層方式)などの方式も含め、恐らく圧倒的に速い出力時間で出力出来ます。ヨーダを出力するのにZ100μm(積層厚さ0.1mm)(ちなみにXYは37μmです)で2時間ほどでした。写真はヨーダの胴体の1層部分の投射です。
 Titanの投影
Titanの投影
出力までがやや面倒です
出力する際にスライスデータPNG画像と設定ファイルの作成が必要です。
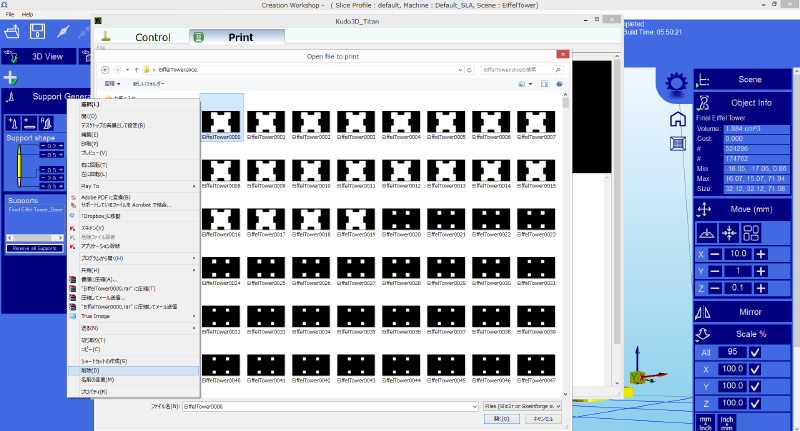
出力する流れですが、まず1、スライスソフトでSTLデータからスライスしたPNG画像を作成。(スライスピッチ等を指定)2、出来たPNG形式の画像データをプロジェクターで1枚ずつ投影。の流れです。後述しますが露光時間等の指定をする必要があり、ボタンをポンで簡単に出力されるものではありません。画面は作成した1層ごとのスライスPNGデータ。
出力設定はほぼフルマニュアル
印刷ボタンをポンで出力出来るものではありません。
モデルごとに露光時間などの設定を変える必要があります。
ベーシックとアドバンスモードどちらかで出力設定をします。

画面は右アドバンスモード用CSVファイル。左下にそのCSVを読み込んで表示されたデータ。
レジンは紫外線によって照射部を固める事が出来ますが、長い時間投射すると余計な塊が出来たり、また逆に短いと固まらなかったりします。その露光時間をモデル毎に指定する必要があり、出力モデルの精度を追求する上で重要な部分です。BASICモードとアドバンスモードがあり、ベーシックモードは出力時に数値を設定するか読み込みますが数パターンまでしか設定出来ません。より精度や成功率を高める為にはアドバンスモードで出力します。アドバンスモードは1層毎(PNG画像枚数分)に照射時間を設定しているCSV形式のファイルを読み込むのですが、そのCSVファイルを作成する必要があります。
基本となるCSVファイルをエクセルで開き、数値を入力もしくはコピペもしくはスライドコピーしていきます。なので、Titan1は全自動で出力出来るものではなく、出力までの工程が少し多い機械です。自動がよければForm1の様に1つのソフトでSTLデータから簡単に出力出来る方式が良いでしょうが、Titan1はそれ以上の魅力(出力時間が早く、サポートを自分で指定でき、設定次第で直接モデルの精度に反映出来る)を見出す事が出来る、マニアックな機械です。この作業は慣れれば大した事なく、使い回しでそんなに時間がかかるものでもありません。
中を空洞にすればとても節約出来る
空洞にすれば使用レジンがわずかで済みます。
詳細をアップしますが、Meshremesherの無料ソフトを使い、モデルのチェックや大きさを変更し、モデルの中を画像で確認しながら空洞に出来ます。写真は中空部分を設定しているところです。真ん中の塊が空洞になる部分です。

レジンの寿命は?
未使用で暗室保管で数年。開封6ヶ月です。
Kudo3Dに確認したところ、レジンのメーカーに再確認してもらい、上記の回答を得ました。

余ったレジンは戻せます。
レジンは元の容器へ戻せます。
Kudo3Dのサポートにはレジンの再利用には未使用分の半分くらいとされています。ですが、試してみたところ使用済みのレジンを分ける必要もなく、元の容器に戻して、未使用分と混ぜて使用しています。今のところ問題ないです。ただ、クズが入らない様にAmazonで買った小さな茶漉しを使用しています。

まるで自作PCの様です。
出力中に美は求められません。

仕組み上、DLPプロジェクターを使用している為、プロジェクターのファンから熱風が出てきます。(ランプを冷ます為)そのため、Titan1の3方の本体カバーを外した方が気持ち的には安心な為、出力中は安っぽい外観で我慢しています。この点はForm1などのレーザーSLA方式の方がスマートだと思います。

Titan1の下のex computerのWinと同じような感じです。ただ筐体はMacのG5のようなデスクトップの雰囲気がありますので安っぽくはないです。
印刷時の騒音は静かで匂いはあまりない
おおむね静かでにおいも穏やかです。
これは事前に調べていた通り、FDM方式に比べ静かです。モーターでトレイが上下する音のみです。
プリンターが故障した場合。
汎用部品の組み合わせの為、安心ではあります。
Titan1は汎用部品の組み合わせでした。動力部は日本のメーカー品で基盤はAmazonでも売っている3000円位のMEGA2560 互換ボード for Arduinoで大丈夫の様です。ちなみに1個予備で取り寄せました。プロジェクターはエイサーのAmazonで7万円前後のものです。メーカーでは160日の保証が付いていますが当然やり取りをメールでする事になります。私はGoogleの翻訳ソフトで全てまかなっています。基本的に単純な構造なので何かあってもなんとかなりそうな気がします。
 これはArduinoアルドゥイーノの互換ボードです。この存在を今回初めて知ったのですが、本来はこれはプログラムを転送しループさせて使用する万能マイコンです。この基盤の左のUSB端子にUSBケーブルで接続してプログラムを転送すると電源投入するたびにプログラムをループして実行するというものです。Titan1の場合、専用のファームウェアを転送する必要がありますが、全て英語でしかも扱った事がないものでしたので理解するのに時間がかかりました。Kudo3Dのファームウェアを最新にアップデートする方法を製作記にアップしました。
これはArduinoアルドゥイーノの互換ボードです。この存在を今回初めて知ったのですが、本来はこれはプログラムを転送しループさせて使用する万能マイコンです。この基盤の左のUSB端子にUSBケーブルで接続してプログラムを転送すると電源投入するたびにプログラムをループして実行するというものです。Titan1の場合、専用のファームウェアを転送する必要がありますが、全て英語でしかも扱った事がないものでしたので理解するのに時間がかかりました。Kudo3Dのファームウェアを最新にアップデートする方法を製作記にアップしました。
別売りのUVランプの必要性
硬化時間短縮には必要です。
出力されたものはとりあえず固まってはいますがモロいです。バリバリっと割れたりサポートを外そうとするとサポート以外が欠けてしまったりしました。ヨーダもサポートを削除中にバリっとなりましたので向かって左したが割れています。慌ててUVランプでしばらく固めました。固まるとしなりが出てきますので、大きいモデルをしっかり固めたい場合は時間が短縮されるのでいいかもしれません。
Form1に対しての優位性
フォーム1はタイタン1の印刷解像度やスピード、サイズには敵いません。
フォーム1と比べ最大解像度がTitan1が高い事、スピードもTitan1がモデルにより数倍速い事、また最大サイズもTitan1が大きく、さらにTitan1は空洞モデルの出力が出来る為、レジンの使用量を劇的に減らせます。消耗品のレジンコンテナもTitan1の方が耐久性があり、レジンそのものの単価もForm1の約半分、ランニングコストが安いのである程度気軽に試す事が出来ます。
上述しましたが、Form1はレーザーショーで見ることができるように樹脂上に画像を投影するレーザーと2アクチュエーテッドミラーを利用した従来の走査型レーザSLA技術を使用しています。レーザーを移動しながら点から線として固めていく方法です。
タイタン1は、2次元的に樹脂の上に画像を投影するDLPプロジェクターを使用しています。DLPプロジェクターから1層ずつ一気に硬化させます。
Form1に対して煩雑な部分またはだからこそ高精度な部分
出力までの手順が煩雑でマニュアル操作。
Titan1は出力までに複数のソフトと工程、工夫が必要です。一番シンプルな出力でも最低限スライスPNGの画像作成と1モデルごとに露光時間等の設定もしくは設定ファイルを作成する作業が必要です。STLが用意された状態からまず1、【クリエイティブワークショップ】で開き、大さや向き、サポートを追加した後、スライスピッチ(Z)を決定しスライスします。スライスしたデータはフォルダへPNGファイルとして溜まり、ヨーダクラスをZ100μmで画像300枚ほど。1980×1080ピクセルのPNGデータが300枚ほども作成されます。これが50μmなら単純に倍です。要は高いほど画像は増え、Z方向のピッチを狭くすると画像がさらに増えます。今から作成するエッフェル等(これが夢みていたモデルです)は50μmで2000枚を超えています。2、次にその画像の面積を見ながら硬化させる時間(照射時間または露光時間)を1枚ごとにチェックしていきます。大抵は同じような厚さで並んでいますので例えば1番の層から何番までの層をこの設定でというふうに出来ますが、失敗したくないので全ての画像をチェックして照射時間を決めます。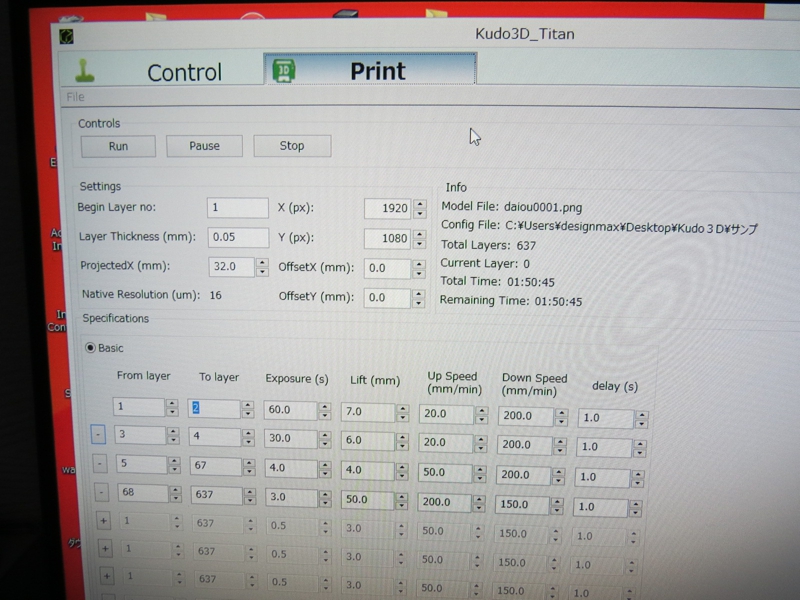
上がその写真です。ちなみにこれは1から2層までは露光60秒その後7m上に20mm/minの速度で上げて、200mm/minの速度で加工させて次の層に移行するという設定です。最初はビルドプラットホームに定着させる為、60秒照射し続けます。
この設定をスライス分作成します。途方もない労力に思えていましたが、まだ3日目の私でも楽しみながら設定値を割り出しています。
ちなみにZピッチは50μmですが、これが100μmだと照射時間が約倍で計算すればいいという事になります。あとは経験の様です。
プリントサイズは?
37ミクロンの解像度で70mmx 40mm×240mmです。
100ミクロンの解像度で192mmx 108mm×240mmです。
これはプロジェクターのピントの合う範囲の様です。大きいものを出力すると解像度が下がります。これは離して大きく投射するか、近ずけて小さく投射するかになります。(1980×1080ピクセルの解像度はDLPプロジェクターの性能で決まっています。)したがって37μmで上記の100μmのサイズの様に大きく出力出来ません。サイズと解像度はトレードオフです。逆を言えば4Kプロジェクターや、短距離で焦点がまんべんなく合うプロジェクターに変更すれば、設定次第でいかようにも精度を追求出来る単純な機構がTitan1の強みでもあります。※Z解像度は別に設定出来ますので上記はXY解像度の話です。
写真はXY解像度早わかりゲージに投影幅を合わせてXY解像度を設定しているところです。大きく投影したければプロジェクターのズームレバーを扱うかプロジェクター本体を下げます。
ルビーのアクリル意外といいです。
基本的に深いワインレッドの色です。
全てのパネルを取り付け、アクリルの箱をかぶせると、意外にチープな感じはしません。いい色です。

制作と最初の出力までに要した時間
事前に制作工程を調べるのに1週間。制作に1時間。ファームウェアアップデートまでを1日目で。
制作する前にずっと調べごとをしていました。事前にわからなかったのはArduinoアルドゥイーノのファームウェアアップデート方法と正確な配線の方法、出力までの流れ(特に使用ソフトとその使い方)です。Arduinoアルドゥイーノについては本を買い、仕組みとファームウェアのアップ方法を調べました。製作記はこちら
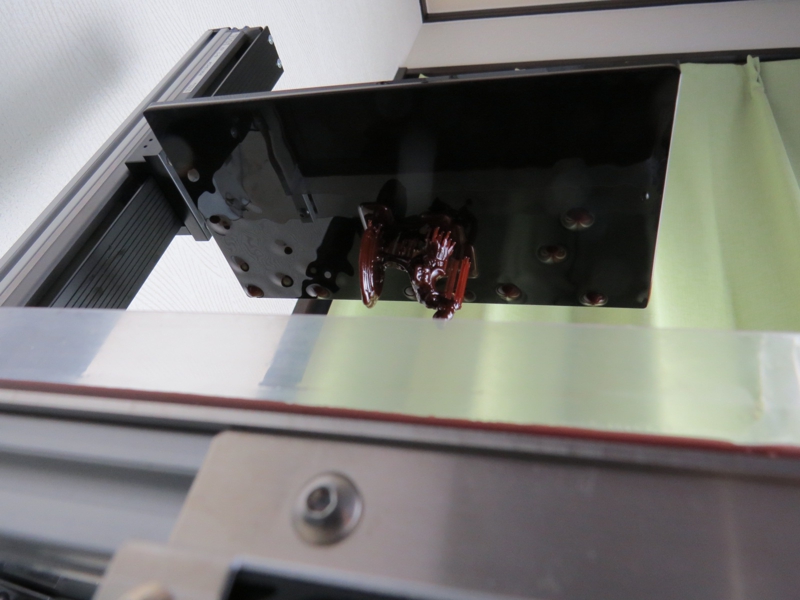
初回から失敗し続けた原因
最初のヨーダ成功まで5回ほど失敗。原因がわかりました。
今でこそ数日試し慣れましたが最初のまる2日ほどは失敗しては後片付けしの繰り返し5回ほど。何度やってもビルドプラットホーム(モデルが出力しくっつく上の部分)にレジンが定着せず、クズとなってレジンコンテナ(レジンを入れている容器)に落ちている状態でした。原因はプロジェクターの取り付け位置と露光時間のバランスです。単純にプロジェクターを上へずらして設置すると光の強さが強くなります。最初納品された時の状態のままだとプロジェクターを設置する板が下の方に固定されており、ビルドプラットフォームまでの距離が長く、露出時間が短かった為レジンが固まりきれず全て失敗してしまったという訳でした。





とにかく高精細な出力に驚いています。
次回、近日中にTitan1の制作工程をアップする予定です。